
Laser cladding
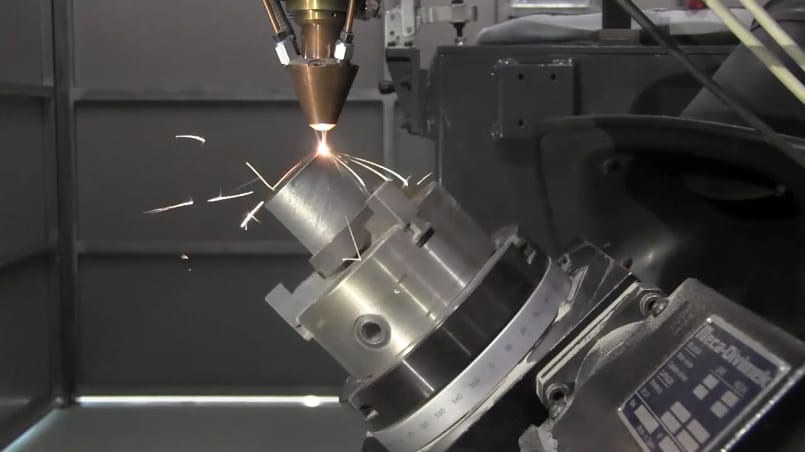
Substratu baten gainazalean injektatutako hauts metalikoa zuzenean fusionatzea da teknika hau. Oinarrizko materialaren propietate berdinak edo hobeak dituzten estaldurak eta/edo egiturak lortzea da helburua.
Hona hemen prozesu honen abantaila nagusiak: diluzio minimoa, substratuan bero gutxi eta modu kontrolagarrian sartzea, hozte-abiadura handia, prozesatzeko malgutasun handia eta distortsio txikia, piezan sortutako karga termiko txikiagatik. Beste ezaugarri garrantzitsu bat da eremu txikietan material-ekarpen selektiboak egiteko aukera. Horrek piezak osorik ordeztu gabe konpontzeko aukera ematen du (hondatutako formak eta estaldurak lehengoratuz). Ohiko beste jalkitze-teknikekin alderatuta, poro, pitzadura eta deformaziorik gabeko soldadura-kordoiak edo estaldurak lor daitezke, eta substratuarekiko lotura metalurgiko egokia lortu.
Teknika honen aplikazio industrial ohikoenak hiru eremu handitan sailka daitezke:
Osagaiak sendotzea, higaduratik eta korrosiotik babesteko estaldura batzuk, hesi termiko gisa ere jardun dezaketenak, aplikatuz (moldeak, matrizeak, erremintak, osagaien eta hodien barne-kokapena, etab.).
Erremintak, moldeak, matrizeak, trokelak, engranajeak eta osagaiak berreskuratzea eta konpontzea (diseinu-aldaketa azkarrak, mekanizazio-erroreak, etab.).
3Dko pieza eta egitura metalikoen gehikuntzako fabrikazioa: osagai funtzionalak, egiturak, etab.
Hona hemen teknologia honen ezaugarri nagusiak:
- Malgutasuna, gehitzeko materiala aukeratzeko orduan: oinarriko Fe, Co, Ni, Ti, etab.
- 3Dko egitura eta pieza handiak konpontzen eta fabrikatzen dira.
- Materialaren jalkitze-tasak 2 kg/h baino gehiagokoak dira.
Sektore industrialak





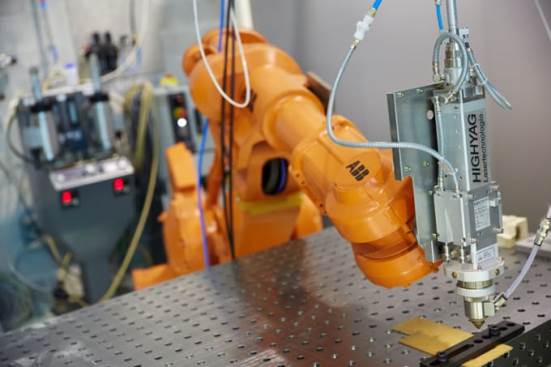
Ekipamendu berezia
Kolaboratzaile sarea
- Fraunhofer-Gesellschaft
- CIC marGUNE
- European Laser Institute (ELI)
- Plataforma Tecnológica Española de Fotónica
- SECPhO (Southern European Cluster in Photonics and Optics)
Bikaintasun zientifikoa
- Desarrollo de un sistema de monitorización y control para el proceso de aporte metálico por láser basado en la digitalización tridimensional de la geometría
- Modelizado multiescala del proceso de aporte por láser de Inconel 718 mediante polvo soplado
- Effect of laser tempering of high alloy powder metallurgical tool steels after laser cladding
- Aplicación de la técnica de plaqueado láser a la reparación y fabricación de moldes y matrices para trabajo en frío
- Estudio de la deposición por láser del material aeronáutico Inconel 718
- Fabricación de piezas para el sector aeronáutico mediante procesos de aporte por láser
- Microstructural and tensile characterization of Inconel 718 laser coatings for aeronautical components